

- English
 Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski

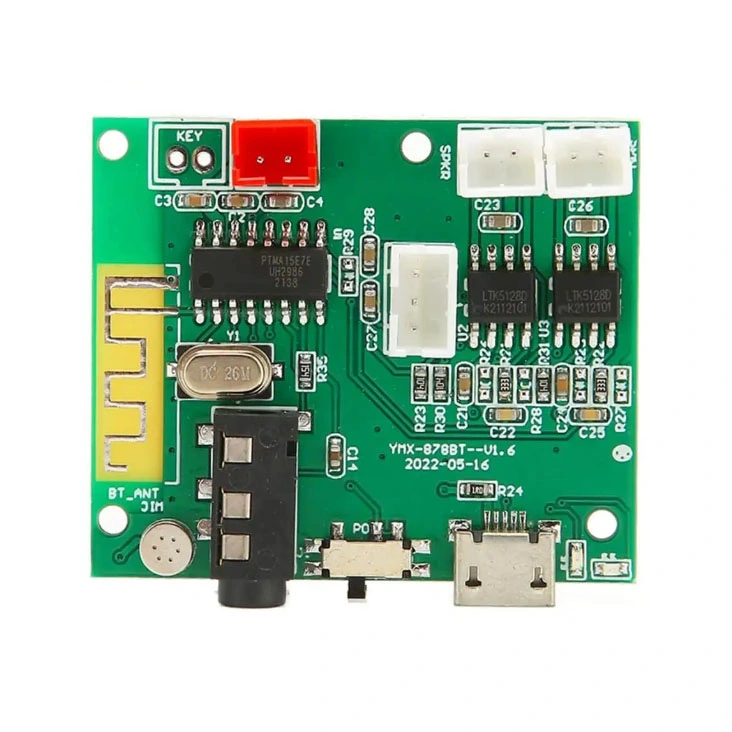
Why Does Automobile PCBA Decide Whether Your Vehicle Electronics Survive the Real World?
Abstract
If you are sourcing Automobile PCBA for a vehicle program, you are not just buying a circuit board with parts on it—you are buying predictable behavior under heat, vibration, electrical noise, long service life, and intense traceability expectations. Many buyers struggle with the same pain points: unstable quality between batches, unclear testing coverage, component risk (EOL, counterfeit, alternates), slow engineering feedback, and late surprises during pilot runs.
This article breaks down what “automotive-ready” really means in practice, how to reduce risk from prototype to mass production, and what to ask your manufacturing partner so you can protect your timeline, your budget, and your end-user safety. Along the way, I’ll show practical checklists, tables, and decision questions you can apply immediately. Shenzhen Greeting Electronics Co., Ltd. is included as a reference partner for teams that want a clearer, more controlled path from design files to dependable shipment.
Table of Contents
- Article Outline
- What Makes Automobile PCBA So Hard to Get Right?
- What “Automotive-Ready” Should Look Like
- Design and Data That Prevent Costly Rework
- Testing Strategy That Actually Catches Failures
- Component Control and Supply Continuity
- Process Controls That Keep Batches Consistent
- What to Send in an RFQ and What to Demand Back
- FAQ
- Next Step
Article Outline
- Identify the real-world stresses that break vehicle electronics (and why “normal PCBA” isn’t enough).
- Translate “reliability” into concrete requirements you can quote, inspect, and test.
- Use manufacturability and testability checkpoints to avoid redesign loops.
- Build a testing plan that matches your risk level, not just a checkbox list.
- Control components, alternates, and traceability to prevent silent quality drift.
- Set up process controls so batch #50 looks like batch #1.
- Send a tighter RFQ package and demand measurable replies before you place volume orders.
What Makes Automobile PCBA So Hard to Get Right?
Vehicle electronics live in a brutal environment. Even when the circuit is “simple,” the operating context is not: temperature swings, moisture, mechanical vibration, voltage transients, and heavy electromagnetic interference can combine in ways that expose small weaknesses. That’s why Automobile PCBA projects often fail for reasons that never show up in consumer electronics builds.
The most common buyer pain points I see:
- Batch inconsistency: prototypes pass, early production passes, then field returns spike months later.
- Weak testing coverage: AOI “looks fine,” but intermittent solder cracks or marginal components slip through.
- Component risk: unknown alternates appear, lifecycle changes aren’t communicated, or traceability is incomplete.
- Slow engineering response: unclear DFM feedback leads to late changes and delayed SOP dates.
- Hidden cost drivers: special processes (coating, selective solder, X-ray) appear late and blow up the quote.
What “Automotive-Ready” Should Look Like
“Automotive-grade” is often used loosely. A better approach is to define the outcomes you need and tie them to measurable controls. When you evaluate a supplier for Automobile PCBA, focus on evidence—records, controls, and repeatable methods.
Practical requirements you can ask for (without turning the conversation into theory):
- Documented traceability: lot tracking for key components and process batches, plus clear labeling rules.
- Controlled workmanship standard: acceptance criteria for soldering, cleanliness, and rework limits.
- Risk-based testing plan: test steps aligned to failure impact, not a one-size-fits-all template.
- Change management: how alternates, firmware changes, or process changes are approved and recorded.
- Reliability options: conformal coating, potting, underfill, or reinforced connectors when your use case demands it.
If your partner can’t explain these items clearly, you are likely buying uncertainty. If they can, you’re buying a controllable process. That difference is where schedule stability comes from.
Design and Data That Prevent Costly Rework
Many “quality problems” are actually “handoff problems.” A strong Automobile PCBA build starts with clean inputs and fast, actionable feedback. You don’t need perfection—you need clarity.
Data package checklist (send this before asking for a final quote):
- Gerber/ODB++ plus fabrication notes (stackup, impedance if needed, copper weight, surface finish preference)
- BOM with manufacturer part numbers, alternates policy, lifecycle notes (preferred, allowed, forbidden)
- Pick-and-place file with rotations and package info
- Assembly drawing and polarity/critical orientation notes
- Test expectations (at minimum: what must be powered, what must be measured, and pass/fail thresholds)
Small DFM questions that save big money later:
- Are there any components too close for reliable rework?
- Do we have mixed technologies that require special soldering steps?
- Are there connectors or heavy parts that need mechanical reinforcement?
- Does the design have adequate test points for in-circuit or functional testing?
Testing Strategy That Actually Catches Failures
Testing is where many programs either become dependable—or quietly accumulate field returns. The goal is not “more tests.” The goal is “the right tests, at the right stage, with clear pass criteria.”
Common test building blocks:
- AOI: catches placement and many solder issues quickly, especially on SMT-heavy boards.
- X-ray: valuable for hidden joints (such as BGA/QFN) and for process validation on critical assemblies.
- In-circuit testing: checks shorts/opens and basic component values when the design supports it.
- Functional testing: verifies the board behaves correctly under power, signals, and expected loads.
- Burn-in or stress screening: optional, but helpful when early-life failures would be extremely costly.
If your board is safety-relevant or expensive to service in the field, ask your supplier to propose a risk-ranked test plan: what failures are most likely, what failures are most damaging, and what test step catches them early.
| Buyer Pain Point | What to Ask | What a Strong Answer Sounds Like |
|---|---|---|
| Intermittent field failures | How do you detect marginal solder joints or intermittent opens? | We combine inspection + electrical verification, and we validate the process window on pilot lots. |
| Hidden defects on dense packages | When do you recommend X-ray and why? | We apply it based on package type and risk; we don’t charge it blindly for every board. |
| Unclear pass/fail criteria | Will you define measurable thresholds for functional tests? | Yes—voltage rails, current draw, signal ranges, and any customer-defined boundaries are documented. |
| Low test coverage | What is your target coverage, and what are the blockers? | We identify coverage limits early and suggest test points or fixture approaches to close gaps. |
Component Control and Supply Continuity
Component control is where many programs drift. A board may look identical, but if the sourcing and alternates policy changes quietly, your reliability can change too. For Automobile PCBA, this risk matters more because vehicles stay in service longer and repairs cost more.
Component rules that protect you:
- Approved vendor list (AVL): define where parts can be sourced and what documentation is required.
- Alternates policy: “no substitute without approval” is a normal, healthy boundary.
- Critical parts marking: flag parts that affect safety, RF performance, power integrity, or thermal limits.
- Traceability depth: agree on what must be traceable (full BOM vs. key components) and how long records are stored.
A practical tip: ask your supplier to show a sample “component trace record” from a past project—redacted is fine. If they can’t show what it looks like, it usually means the system is not mature.
Process Controls That Keep Batches Consistent
You can’t inspect quality into a product; you have to build it in. Consistency comes from controlled processes and disciplined feedback loops. When evaluating a partner (including Shenzhen Greeting Electronics Co., Ltd.), look for a manufacturing mindset that treats every batch as a repeatable system.
Process controls worth asking about:
- Solder paste management: storage, handling, and print inspection rules.
- Reflow profiling: how profiles are created, verified, and locked for a specific build.
- ESD control: how the line prevents silent damage to sensitive components.
- Rework discipline: who is allowed to rework, how many times, and what gets recorded.
- Quality gates: where the build can be stopped if drift is detected.
If you want fewer surprises, insist on two things: (1) a pilot lot with documented learnings, and (2) a clear plan for how learnings become permanent controls.
What to Send in an RFQ and What to Demand Back
A vague RFQ produces vague quotes—and vague responsibility. A good RFQ makes the supplier’s reply comparable, auditable, and safer to approve. Here is a practical structure you can copy into your next email.
RFQ must-haves:
- Annual volume estimate (even if it’s a range)
- Target build stages (prototype, EVT/DVT/PVT, ramp, mass production)
- Testing requirements (what is mandatory vs. optional)
- Reliability needs (coating, potting, vibration reinforcement, special packaging)
- Traceability expectation (what must be tracked and for how long)
What you should demand back (in writing):
- A step-by-step process flow for your build (not a generic brochure paragraph)
- A clear test plan and what defects each step is designed to catch
- A component sourcing statement: alternates policy, documentation, and traceability scope
- Clear assumptions in the quote (finish, stencil, fixture needs, special processes)
- A feedback timeline: how quickly DFM questions are returned and closed
| Project Stage | Your Goal | Supplier Deliverables You Should Expect |
|---|---|---|
| Prototype | Validate core function fast | Fast DFM feedback, basic functional checks, transparent rework notes |
| Pilot | Stabilize process and yield | Process window validation, refined test plan, defect Pareto and corrective actions |
| Ramp | Lock consistency | Change control, traceability records, stable test fixtures, shipment-level QC rules |
| Mass Production | Predictable delivery and quality | Ongoing monitoring, documented deviations, controlled alternates, continuous improvement reporting |
FAQ
1) What is the fastest way to reduce risk when starting an Automobile PCBA project?
Start with a tight data package (BOM + placement + fab notes) and request DFM feedback before you approve the final quote. Then run a pilot lot with documented learnings so “what we discovered” becomes “what we permanently control.”
2) Do I always need X-ray inspection?
Not always. It depends on package types, board density, and failure impact. X-ray is most valuable when you have hidden joints or when early process validation is critical. A good supplier will justify it based on risk, not push it blindly.
3) How many times should a board be reworked?
The “right number” depends on your reliability requirement, but the important part is control: who performs rework, how it is verified, and when a unit must be scrapped instead of repeatedly repaired. Ask for rework limits and recordkeeping rules in writing.
4) What should I do about component substitutions during shortages?
Put an alternates policy into your PO terms: no substitute without approval, and require documentation for any change. If your program is sensitive, classify “critical parts” that cannot be swapped without engineering review.
5) How can I tell if a supplier’s testing plan is real or just marketing?
Ask what defects each test step is designed to catch, and request sample test records (redacted). A real plan has measurable thresholds, coverage logic, and a clear reaction plan when failures occur.
6) What’s the most common reason Automobile PCBA projects slip schedule?
Late surprises: unclear requirements, missing test points, ambiguous BOM data, or special processes discovered after quoting. Tight RFQs and early DFM closure prevent most of these delays.
7) Can a supplier help improve my design, or should they only build what I send?
A strong partner should absolutely provide manufacturability and testability feedback, especially for automotive use cases. The best outcomes happen when engineering feedback is fast, specific, and documented—so improvements become repeatable rules.
8) When should I consider conformal coating or potting?
When the operating environment includes moisture, contamination, or strong vibration—and when field service is expensive. If you’re unsure, ask for a risk-based recommendation based on your installation location and failure impact.
Next Step
If your priority is a smoother path from prototype to stable production, treat Automobile PCBA as a managed process, not a one-time purchase. Define what “reliable” means for your product, demand measurable controls, and choose a partner who can show evidence—not just promises.
Shenzhen Greeting Electronics Co., Ltd. works with teams that want clearer DFM feedback, disciplined component control, and testing that matches real-world risk. If you want to reduce late-stage surprises and ship with more confidence, contact us with your Gerber, BOM, and expected volume range—then we’ll help you map the shortest safe route to production.
Send Inquiry


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy